What is Food Packaging Equipment and How Does It Work?
In the dynamic world of food packaging, the role of food packaging equipment is often overlooked. Experts in the industry, like Dr. Sarah Thompson, emphasize its importance: "Efficient food packaging equipment can extend shelf life and reduce waste." This statement captures the essence of how these machines function. They not only protect food but also preserve its quality.
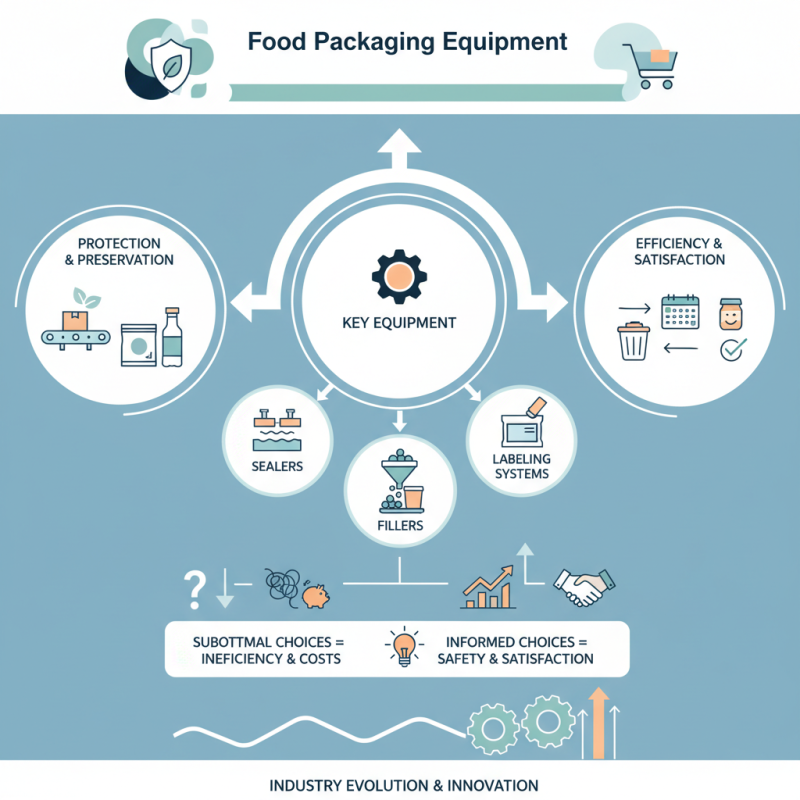
Food packaging equipment includes machines like sealers, fillers, and labeling systems. Each piece plays a vital role in the packaging process. However, many businesses struggle with choosing the right equipment. Suboptimal choices may lead to inefficiencies or increased production costs.
Understanding the mechanics of food packaging equipment is crucial for success. It’s not just about packaging; it’s about ensuring food safety and consumer satisfaction. As the industry evolves, continuous innovation challenges companies to adapt. It's a complex landscape where choices matter greatly.
What is Food Packaging Equipment?
Food packaging equipment plays a critical role in the food industry. This equipment is designed to protect food products, extend shelf life, and facilitate distribution. According to the latest industry reports, the global food packaging equipment market is expected to reach $48 billion by 2025. This rapid growth indicates an increased demand for efficient packaging solutions.
There are various types of food packaging equipment. These include machines for filling, sealing, and labeling. For instance, vacuum sealers help to remove air from packages. This process can reduce spoilage. However, the reliance on this equipment poses challenges. Not all food items can be vacuum-sealed safely. Moreover, improper sealing can lead to contamination. These issues highlight the need for careful monitoring in food safety practices.
Moreover, automation in food packaging is rising. The convenience of automated systems is appealing. However, the initial investment can be significant. Many smaller businesses struggle to afford such technology. This creates a divide in the industry. Overall, while food packaging equipment enhances efficiency and safety, it also requires ongoing reflection and improvement.
Types of Food Packaging Equipment and Their Uses
Food packaging equipment plays a crucial role in the food industry. It ensures that products remain safe and fresh. Various types of equipment fulfill different needs in packaging processes. For instance, vacuum sealers remove air and seal bags tightly. This method can extend shelf life significantly. According to the Food and Beverage Packaging Market report, the vacuum packaging segment is expected to grow by more than 5% annually from 2021 to 2026.
Another vital type of food packaging equipment is filling machines. These machines automate the process of filling containers with liquids or solids. This equipment improves efficiency and reduces waste. Reports show that over 30% of food waste occurs during packaging. That’s an alarming statistic. Some filling machines can struggle with certain product viscosities, leading to inconsistent fills. This can affect overall packaging quality.
Labeling machines also play an essential role. They apply labels on products, ensuring compliance and providing information. Mislabeling can lead to serious regulatory issues. Interestingly, a study from the Institute of Packaging Professionals noted that nearly 40% of consumers check labels closely. Packaging equipment, while advanced, isn't without flaws. A learning curve exists. Companies must continually assess performance and seek improvement to meet evolving consumer needs and standards.
What is Food Packaging Equipment and How Does It Work? - Types of Food Packaging Equipment and Their Uses
| Equipment Type |
Description |
Uses |
Advantages |
| Filling Machines |
Automated machines that fill containers with products. |
Beverages, sauces, powders, and more. |
High speed, accuracy, and reduced labor costs. |
| Sealing Machines |
Seals containers to prevent contamination and preserve freshness. |
Pouches, boxes, jars, and cans. |
Improved shelf life and product integrity. |
| Labeling Machines |
Applies labels to products for branding and information. |
Bottles, cans, jars, and packaging boxes. |
Enhanced brand visibility and compliance with regulations. |
| Wrapping Machines |
Wraps products with plastic film or other materials. |
Trays, pallets, and individual products. |
Protection during transit and improved presentation. |
| Cartoning Machines |
Places products into boxes or cartons. |
Cereals, snacks, and frozen foods. |
Efficient packing and reduced physical handling. |
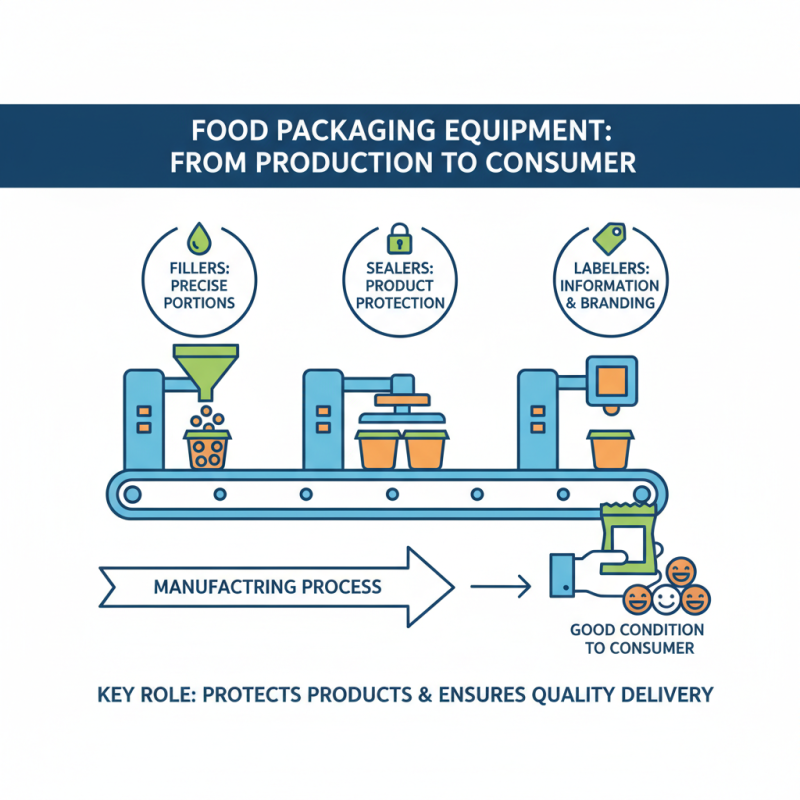
How Food Packaging Equipment Functions in the Production Line
Food packaging equipment plays a crucial role in the manufacturing process. It protects products while ensuring they reach consumers in good condition. Various machines are used in a production line to accomplish this, such as fillers, sealers, and labelers. Each piece of equipment is designed to meet specific needs. For example, fillers dispense precise amounts of food into containers.
In addition to filling, sealing machines create airtight closures. This action helps to preserve freshness. Labeling is another essential function, providing necessary information to customers. Workers often monitor these machines closely. However, occasional malfunctions can disrupt production. Regular maintenance is essential yet often overlooked.
Moreover, the integration of automated systems is becoming more common. These systems increase efficiency but may require skilled operators. It's vital to ensure that workers are adequately trained. Any gaps in training can lead to errors or wastage. Balancing efficiency with quality control is often a challenging task for many companies.
Key Features and Innovations in Food Packaging Technology
Food packaging technology is evolving rapidly. Innovations in this field are shaping how products reach consumers.
For instance, according to a recent market analysis, over 70% of food manufacturers are investing in sustainable packaging solutions.
This transition not only responds to consumer demands but also aims to reduce environmental impact.
Key features of modern food packaging include durability and freshness preservation.
Advanced materials like bio-plastics are becoming popular.
These materials often reduce waste and offer reliable barrier properties. Recent studies indicate that effective packaging can extend shelf life by up to 50%.
Another innovative trend is smart packaging.
This technology incorporates sensors that monitor freshness and provide real-time data to both consumers and suppliers.
However, challenges remain. Consumers sometimes struggle to understand packaging labels and recycling instructions.
Confusing information can lead to improper disposal, ultimately increasing environmental harm.
There’s also a risk that new materials may not be as effective as traditional options.
Continuous research and consumer education are essential to address these issues.
The food packaging industry must aim for clarity and effectiveness in its offerings.
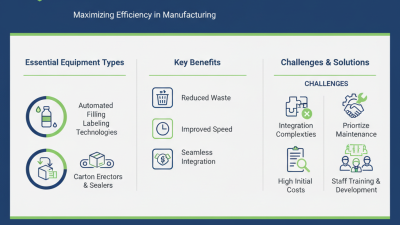
Benefits of Using Food Packaging Equipment in the Food Industry
Food packaging equipment plays a vital role in the food industry. It ensures products remain fresh and safe. This equipment includes machines for sealing, labeling, and filling. These processes enhance the shelf life of food products. However, there are challenges. Sometimes, the packaging might not be as environmentally friendly as desired. It results in waste that could be avoided.
Using food packaging equipment offers significant benefits. It improves efficiency and reduces labor costs. For example, automated solutions speed up production. They minimize human error, leading to consistent quality. On the other hand, not every operation properly adapts to this technology. Some businesses struggle to find the right fit. The investment can be daunting for small enterprises.
Additionally, packaging protects food from contamination. It reduces spoilage during transport. This is crucial for maintaining quality. Yet, businesses often overlook the importance of training staff. Proper training ensures equipment is used efficiently. When overlooked, issues may arise, leading to losses that could have been prevented.